涡轮增压器叶轮加工锥铣球头刀具
涡轮增压器有涡壳、中间体、压气机壳和转子总成四大核心部件构成(涡轮增压器四大核心部件及结构)专门为客户定制叶轮加工用锥度球头铣刀具产品,加工效果好。
涡轮增压器叶轮加工锥铣球头刀具适用于常用高镍 GX40CrNiSi25-20/2.5632 NiCr20Co18Ti+AT+P、HT/QT铸铁材质的加工;

工件材质通常为:(航空铝:6061/7075)、锻铝 2A70等
涡轮增压器是通过发动机排出的废气冲击涡轮运转,以带动同轴的叶轮高速转动,叶轮将空气压缩后传递到气缸中,从而起到增压功能。
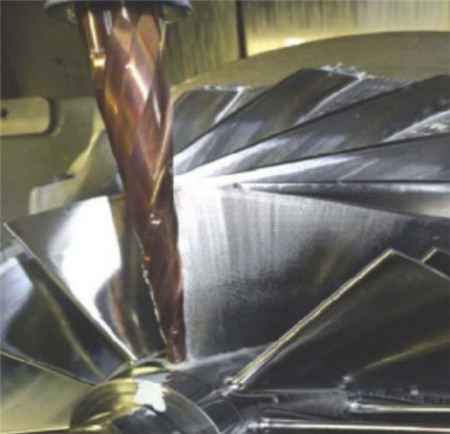
叶轮做为涡轮增压器的核心部件,其材料通常为 :航空铝 6061/T7075两种,目前高端叶轮均采用进口五轴机床进行精密加工,加工精度和效率均高于铸造叶轮的加工工艺,车铣叶轮主要供主机厂偏多。客户让我司加工一款R4单角4度专用涡轮增压器叶轮加工用锥形角度球头铣刀。
客户加工涡轮增压器车铣叶轮
工件为:2A70(锻铝)
叶轮直径:¢150MM(双叶片)
叶片高度:46MM(从叶根底部到前缘高度)
刀具规格/型号:
R2*4º(单边)*48L*105L*SD12(精铣)

加工工艺:
a、开粗中光单边余留:0.15,侧铣到底部;
S: 3000,F: 200
b、精铣一刀到位(从上到下分5层 )
S: 2000, F: 150
c、流道精铣一刀过。
该款涡轮增压器叶轮加工用球头锥度铣刀加工叶片厚度及表面光洁度均达到客户要求。
涡轮增压器叶轮加工锥铣球头刀具
涡轮增压器有涡壳、中间体、压气机壳和转子总成四大核心部件构成(涡轮增压器四大核心部件及结构)专门为客户定制叶轮加工用锥度球头铣刀具产品,加工效果好。
涡轮增压器叶轮加工锥铣球头刀具适用于常用高镍 GX40CrNiSi25-20/2.5632 NiCr20Co18Ti+AT+P、HT/QT铸铁材质的加工;
工件材质通常为:(航空铝:6061/7075)、锻铝 2A70等
涡轮增压器是通过发动机排出的废气冲击涡轮运转,以带动同轴的叶轮高速转动,叶轮将空气压缩后传递到气缸中,从而起到增压功能。
叶轮做为涡轮增压器的核心部件,其材料通常为 :航空铝 6061/T7075两种,目前高端叶轮均采用进口五轴机床进行精密加工,加工精度和效率均高于铸造叶轮的加工工艺,车铣叶轮主要供主机厂偏多。客户让我司加工一款R4单角4度专用涡轮增压器叶轮加工用锥形角度球头铣刀。
客户加工涡轮增压器车铣叶轮
工件为:2A70(锻铝)
叶轮直径:¢150MM(双叶片)
叶片高度:46MM(从叶根底部到前缘高度)
刀具规格/型号:
R2*4º(单边)*48L*105L*SD12(精铣)
加工工艺:
a、开粗中光单边余留:0.15,侧铣到底部;
S: 3000,F: 200
b、精铣一刀到位(从上到下分5层 )
S: 2000, F: 150
c、流道精铣一刀过。
该款涡轮增压器叶轮加工用球头锥度铣刀加工叶片厚度及表面光洁度均达到客户要求。