如何选用刀具能有效保证薄铝板加工的平面度及平行度
在生产加工过程经常会碰到各种问题,一往冇前将遇到的相关问题及解决方案列举部分:
加工难点一:电永磁吸盘吸圆柱端面加工可行性
具体工况:在平面磨床上磨端面,直径50高度最高120;直径剩余20磨量单面15丝左右。
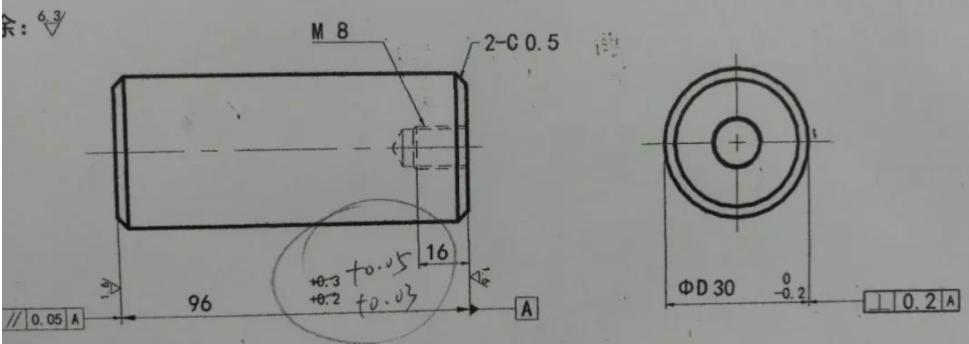
侧面加高、力臂长了,因此不能用普通的电磁吸盘。用辅助导磁块后磨床电磁也可以吸。而且还不能一堆一起磨,而零件相互吸附会影响零件的平行度。支撑架底板是导磁,则上面的支撑最好还是选用不锈钢。
加工难点二:压铸件断丝锥解决方法
具体工况:高压铸件、压铸铝、纯铝、不含杂质m4*14深,有小径要求,通止规。加工过程总是会有断丝锥情况,夹具稳定性经过测试,丝锥也试过多款品牌。YAMAWA,OSG等,程序也没问题,主要是压铸里气孔多,用合金挤压丝攻基本解决,用铣刀加工效果更佳。
方案:首先把铸造底孔直径3.3的预铸成直径3,用铣刀扩成3.3,再攻丝。既没有气孔也不断丝锥了,高压铸造一般的孔都是预铸的。
其次用带补偿的攻丝夹头,在机床上攻丝时把机床显示屏上的三个轴上的扭矩显示及力显示出来进行监控。

选刚性好的钻头和丝锥,铝件很多有预留孔,对我们实际加工反而增加难度。特别是钻头容易振动,类似这种情况一般可选择平底钻或硬质合金材料刀具或大孔直径u钻。
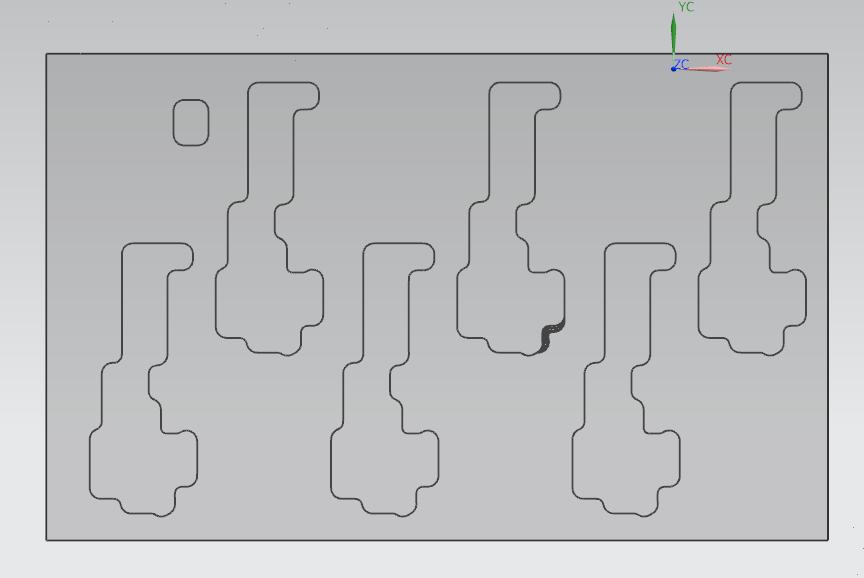
加工难点三:如何设计一个治具来保证铝板的平面度和平行度?
具体工况:3mm的平板上有指甲盖大小,2.5mm的凸起,大部分挖穿;刚开始用的真空吸,飞大面,开粗内部结构,但是料下来变形1-2mm,没法加工。后又试着直接压着开穿,用仿形压板做,正反面,但是料件下来之后还是厚度有40-50条的变形(中间3.0,周边大概2.5-2.8),平面度也差的很。要求平面度6条,平行度6条。
解决方案:
A:做一个与工件一样的钢板,厚6mm, 放在工件上面,压紧钢板开始加工。
B:这种大板子要不就是真空吸盘,要不就是双面胶配稀料。每次轻切削,90度方肩铣,下面辅助支撑前多顶几个点。
C:刀具选用SS硕朔专用于软材料加工的刀具,刃口锋利,两面加工去除余量尽量一致,否则一面去多不易控制变形。想控制变形一是余量去除两面一致,再把程式路径优化每层路径方向相反会更好。
D:材料做去应力热处理→粗加工→再处理→再精加工。要效果好点,也可以毛坯进行去应力处理后直接冰冻吸盘加工。