成形铣刀由于形状公差小而被广泛使用,因不能直接更换刀片,铣刀崩刃后大多做报废处理,极大地提高了加工成本。这也是铣刀易破损的原因。
在切削钛合金时,由于导热性差,切屑容易粘接在刀尖刀刃附近或形成积屑瘤,在刀尖附近的前、后刀面上形成高温区,使刀具红硬性丧失,磨损加剧。在高温条件下持续切削,粘结物和熔接物受到后续加工的冲击,在被强迫冲离的过程中会带走部分刀具材料,造成刀具的缺损和破损。
此外,当切削温度达到600℃以上时,零件表面会形成硬化硬层,对刀具产生强烈的磨损作用。钛合金弹性模量低,弹性变形大,接近后刀面处工件表面回弹量大,所以已加工表面与后刀面的接触面积大,磨损严重。
在正常生产加工中,当连续铣削钛合金零件就会出现刀刃磨损严重的情况。继续铣削的效率极低,而且加工件表面光洁度很差,不能满足生产和质量要求。
改进方法:
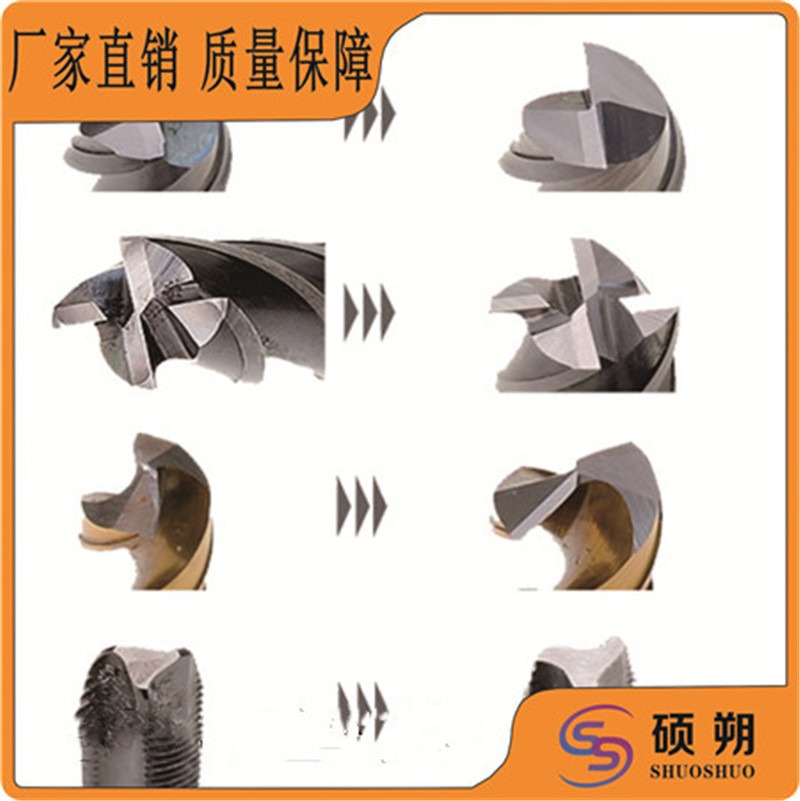
切削刃微崩的情况最为常见,只需通过砂轮机将切削刃损坏的部分修磨掉,即可实现刀具的重新利用。修磨硬质合金铣刀宜选用碳化硅砂轮,且不可以蘸水磨削,否则硬质合金会因骤冷开裂而完全报废。
经过砂轮机的磨削,刃磨后刀具的有效长度比未使用的新刀具短,但此过程间接增强了刀具刚性,使加工表面质量更好,提高了铣削效率。
由于钛合金铸件毛坯成型后会形成硬而脆的不均匀外皮,极易造成崩刃现象,使得切除硬皮成为钛合金加工中最困难的工序。建议适当加大粗加工第一次走刀时的背吃刀量,以控制刀尖在工件表面硬皮之下为宜,防止刀尖直接接触硬皮而出现崩刃现象。