转向架结构牵引座U型槽型加工刀具
硕朔根据客户零件的转向架构牵引座U型槽结构工艺特点路线的制定来生产、设计相关刀具产品,SS选用旋压式的数控铣削刀具及适合该零件铣削加工的整硬铣刀,利用数控铣床实现了产品U型槽的铣削,有效保证产品的加工要求;
1)因客户原加工方案是在延伸附件头上安装玉米铣刀进行分层粗铣,安装焊接或高速钢成形铣刀精铣;而该加工方案的精铣时间过长,由于对产品的精度要求较高,因此焊接或高速钢成形铣刀须先进行试切,试切完检查合格后方才可加工产品。同时,因高速钢材质易磨损,则需经常进行更换,而频繁更换刀具则增加了机床加工时长,从而影响整体加工效率。原加工方法加工1个轴箱定位座U型槽时间约为50min,加工1个牵引座U型槽时间约为60min。
2)或在延伸附件头上安装玉米铣刀进行分层精铣到相关尺寸,该加工方式在深度方向每层加工量很小(约0.35mm),刀具须加工很多层方才能加工完U型槽,同样加工耗时过长;同时,由于该方式加工时只使用了玉米铣刀最前端的3片刀片,玉米铣刀刀片利用率低,且最前端的3片刀片极易磨损,进而造成操作者需频繁地更换最前端刀片,增加了操作者辅助作业时间。以上方法均存在加工时间长的缺陷。
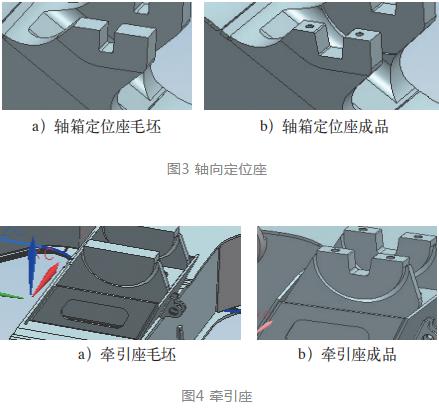
由于整个轴向定位座和牵引座毛坯是实心物料如图3、图4所示,毛坯加工量较大,增加了加工时间。
SS硕朔在原有方法上进行调整后极大的提高加工效率,加工方案如下:
减少毛坯加工余量,这主要取决于轴箱定位座、牵引座焊接后,以及构架组焊后的变形是否会导致其变更后毛坯无加工量,在保证留有余量进行精加工基础上进行高效开粗;在减少轴箱定位座和牵引座毛坯加工余量至侧壁单边留8mm、底部留10mm,且保证轴箱定位座和牵引座正常范围内的组装误差及焊接变形后有一定余量进行后续精加工;SS硕朔对轴箱定位座和牵引座U型槽毛坯尺寸进行相应变更和调整。
1)采用在机床直角附件头上安装好玉米铣刀进行大余量开粗铣加工后再使用整体硬质铣刀进行精铣加工的方案进行;首先选用D32mm的玉米铣刀进行开粗,侧壁与底部单边留量0.3mm用于精加工;由于D32mm玉米铣刀加工至根部时,切削面陡然增加,导致刀具受到的阻力突然增大,因此在加工至该部位时应减小切削进给率,如图5所示。
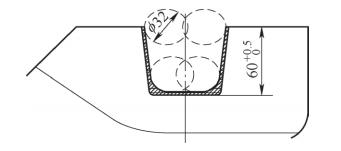
图5 φ32mm玉米铣刀粗铣
2)在开粗完后再使用D16mm整体硬质合金铣刀精加工拐角处的余量,以减少刀具磨损。用D22mm的U钻插铣根部,如图6所示。
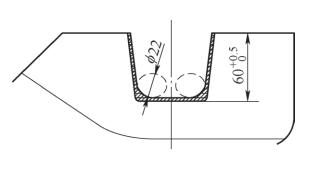
图6 φ22mm U钻插铣根部
3)再用D16mm整体硬质合金铣刀精铣根部留有1.7mm高度余量待清根处理,同时D16mm整体硬质合金铣刀在铣至U型槽根部时,由于切削面的增加导致刀具受力突然增大(虽然D22mmU钻在前工步去除了拐角处的多余材料,但仍有少部分余量未清除),此时同样应注意相应减少切削进给率,以减少刀具磨损,如图7所示。
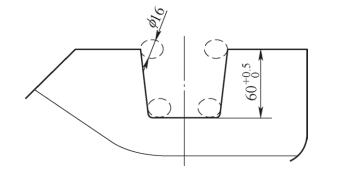
图7 φ16mm整体硬质合金铣刀精铣
4)最后用D50mm玉米铣刀清根处理即可,如图8所示。
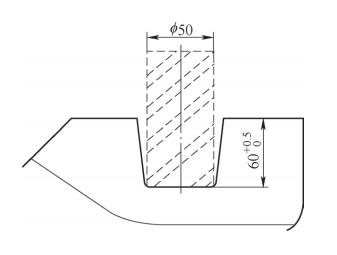
图8 φ50mm玉米铣刀清根
由于牵引座U型槽底部为R10的圆弧,因此上述第3工步用D16mm整体硬质合金铣刀精铣即能加工至成品尺寸,故牵引座U型槽通过第1、2和3步的加工即可完成至要求尺寸。
客户按硕朔工程师提供方案选用SS牌D16mm整体硬质合金铣刀、D22mmU钻、D50mm玉米铣刀和D32mm玉米铣刀进行现场验证,如图9所示。
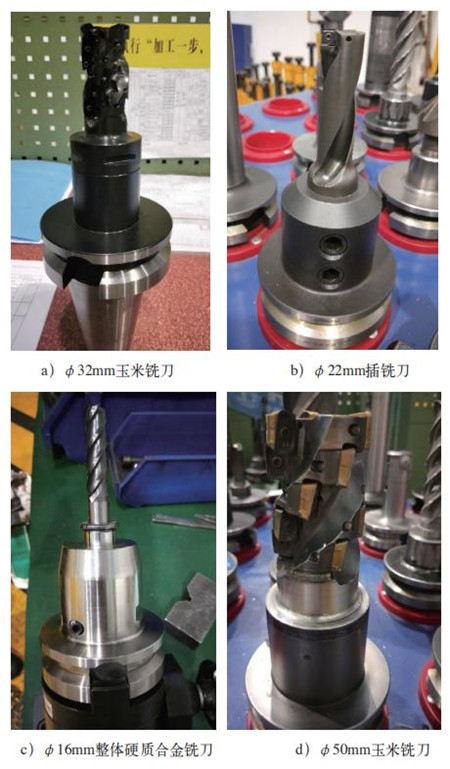
图9 刀具
1)先将试件吊上机床压紧并调直,再将试件需要验证的部位加工为设计变更后的U型槽毛坯尺寸。
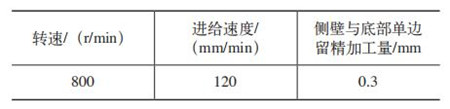
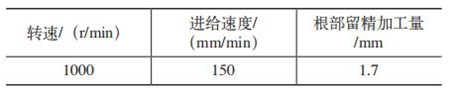
2)用D32mm玉米铣刀粗铣,切削参数见表1。
表1 D32mm玉米铣刀粗铣加工参数
3)用D22mm的U钻插铣根部,切削参数见表2。
表2 D22mm U钻插铣根部加工参数

4)用D16mm整体硬质合金铣刀精铣,切削参数见表3。
表3 D16mm整体硬质合金铣刀精铣加工参数
5)用D50mm玉米铣刀清根,切削参数见表4。
表4 D50mm玉米铣刀清根加工参数

轴箱定位座U型槽加工,优化后工艺使用时间共为11.8min。牵引座U型槽由于底部是R10mm圆弧,用D16mm整体硬质合金铣刀可直接精铣到位,即无需用D50mm玉米铣刀清根,耗时约9min。
最终加工完毕后检查各尺寸及粗糙度值均达到客户预期,产品检测合格;较原工艺加工的尺寸精度及表面质量更好,用样板检查均合格,如图10所示。

图10 加工完毕的轴箱定位座U型槽
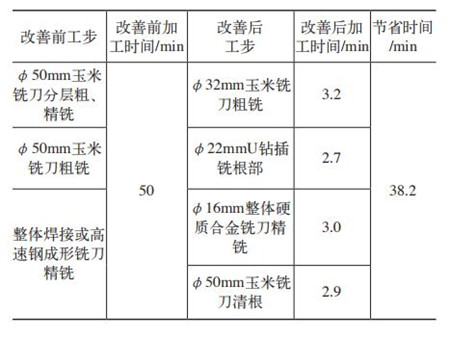
SS对比原方案在加工轴箱定位座U型槽改善后对比如表5所示:
表5 轴箱定位座U型槽加工改善前后对比
加工牵引座U型槽改善前后对比见表6。
表6 牵引座U型槽加工改善前后对比

通过工艺改善,SS硕朔建议客户采用优化后加工工艺,大幅提高客户加工转向架构架U型槽加工尺寸精度及表面质量,极大提高了构架的加工效率,降低了生产加工成本,为加工类似零部件的广大客户提供可借鉴的相关经验。生产产品包括:内冷钻头、T型刀具、成型刀具等。